
Laser cutting delivers exceptional precision and speed, but one persistent challenge in the manufacturing process is material distortion. Understanding how to prevent distortion in laser cutting is vital to maintaining tight tolerances and structural integrity. Central Laser Services combine advanced fibre laser technology, expert process control, and careful material handling to ensure every component remains on spec, on time, and distortion-free.
Understanding Why Distortion Happens in Laser Cutting
Distortion arises when the intense heat generated by the laser beam causes localised expansion and contraction in the metal. The result is unwanted warping or dimensional deviation that can affect component fit or performance.
Common causes include:
- Excessive heat input from high power or slow cutting speeds
- Inadequate material support during the cutting process
- Improper laser focus or setup parameters
- Incorrect gas pressure or type during cutting
At Central Laser Services, engineers understand that thermal management is key to maintaining accuracy.
What Is a Heat-Affected Zone (HAZ)?
The heat-affected zone (HAZ) is the area surrounding a laser cut where the metal’s microstructure has been altered due to thermal exposure. A large HAZ can reduce strength or create brittleness.
Factors influencing the HAZ include:
- Laser type (fibre vs CO₂)
- Power density and cutting speed
- Material composition and thickness
Proven Techniques to Prevent Distortion
- Optimised Laser Parameters
Central Laser Services calibrate power, speed, and focus to balance cut quality with minimal heat input. This reduces the risk of expansion or contraction stresses forming in the material.
- Strategic Fixturing and Support
The company’s setup teams ensure materials are securely supported throughout cutting to maintain dimensional integrity and flatness.
- Use of Advanced Fibre Laser Systems
Central Laser Services Trumpf 8kW fibre lasers deliver high-speed, low-heat cutting across metals including mild steel, stainless steel, aluminium, brass, and copper. Fibre technology ensures faster energy transfer and reduced distortion potential.
- Intelligent Programming and Nesting
By optimising part placement and sequence, we minimise residual stresses and improve sheet utilisation, leading to cost efficiency and consistency.
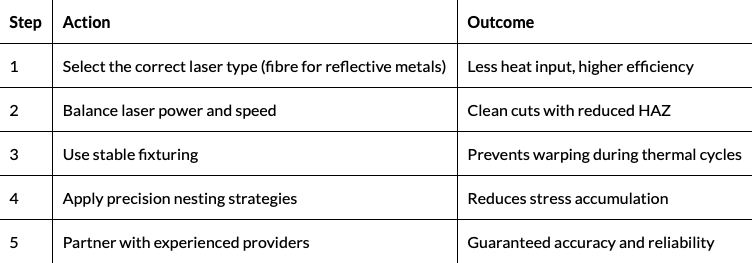
Practical Checklist for Minimising Distortion
Materials and Their Distortion Behaviour
Different metals react uniquely to heat exposure:
- Mild Steel: Generally stable, but excessive power can cause edge hardening.
- Stainless Steel: Susceptible to warping if cooling is uneven.
- Aluminium: High thermal conductivity demands rapid cutting to prevent burn marks.
- Brass & Copper: Reflective surfaces require specialist fibre lasers to maintain integrity.













