
Selecting the right welding process can make or break your fabrication project.
Each process has its own advantages — from the precision of TIG to the speed of MIG — but no single method suits every job. The right choice depends on a mix of factors including strength, finish, and total cost of production.
Kingfisher Profiles Bending & Fabrication has over 30 years of experience applying the right welding approach to each project we take on. All welding is carried out in accordance with EN 1090-1:2009 and A1:2011 (EXC2) by welders qualified to ISO 9606-1, with procedures approved to EN 15614-1.
From stainless steel chutes and support brackets to complex assemblies for safety-critical applications, every job starts with understanding the brief and selecting the most effective process for the outcome required.
Understanding the Project Brief
The first step is always to understand what the part needs to do and how it will be used:
- Material and thickness: Different materials respond differently to heat input and require different wire types or shielding gases.
- Structural requirements: Projects falling under EN 1090 demand controlled procedures and qualified welders.
- Surface finish and environment: Whether the part needs a hygienic or aesthetic finish, or must perform in corrosive conditions, will affect process choice.
Our Decision Framework: Matching Process to Requirement
Below is a simplified guide to how the company match process to requirement.
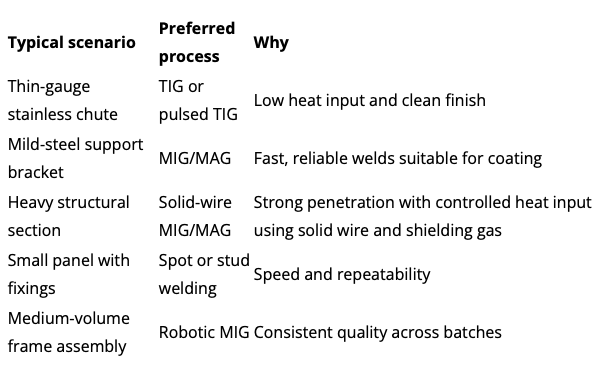
This framework helps balance quality, efficiency, and lead times while maintaining compliance with EN 1090 and ISO 9001 standards, supported by approved procedures to EN 15614-1 and fully qualified welders to ISO 9606-1.
Examples from Recent Projects
a. Conveyor Support Bracket
For a structural mild-steel bracket (8mm thick), the company selected solid-wire MIG. It provided the best balance of strength and finish while keeping weld prep and clean-up time low before coating.
b. Stainless Chute Section
On a 3mm stainless assembly, the company tested the MIG process but determined that TIG delivered a superior result, both in speed and in the quality of the final dressed finish. This is a good example of how the company continually assess the best method for each project, considering appearance standards, heat control, distortion, and total cycle time. TIG was therefore used for all subsequent units, including recent stainless steel solutions for water treatment projects, where achieving both speed and surface quality was essential.
c. Beam End Plates
For heavier structural sections, flux-cored MIG allowed deeper penetration and better productivity without compromising dimensional accuracy.

Sometimes the best result comes from adjusting the design rather than the weld. The company often suggest small changes to joint access, thickness transitions, or material selection to reduce distortion and improve manufacturability. These reviews can save time and cost while ensuring the finished part meets specification first time.
What to Include in Your RFQ
To help us identify the most suitable process quickly, include the following in your enquiry:
- Material type and thicknesses
- Expected volumes or batch sizes
- Surface finish or coating requirements
- Relevant standards or specifications
- Drawing pack with weld details if available













